您(nín)好,歡迎來(lái)到(dào)鞏義市柚子直播平台管道設備有限公司!

 電話:15838165939電話:15838165939
電話:15838165939電話:15838165939

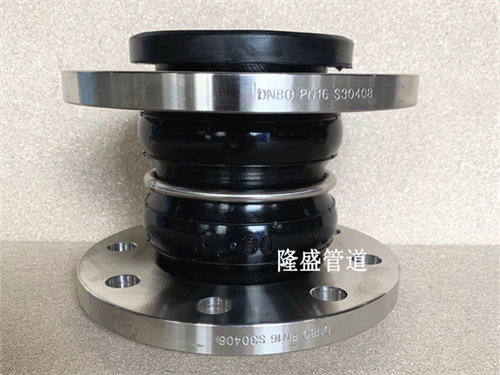
在雙法蘭限(xiàn)位伸縮接頭的外表麵和軸線成一(yī)定(dìng)角度(dù)的折(shé)疊缺陷。導致外折的主要原因是雙法蘭限位伸縮接(jiē)頭的缺陷,具體表現(xiàn)為:(1)雙法蘭限(xiàn)位伸縮(suō)接(jiē)頭表麵的凹坑和渣孔,經(jīng)過軋製後在雙法蘭限位伸縮接頭表麵形成片狀外折;(2)雙法蘭限位伸縮(suō)接頭內皮下裂紋在加熱時會延(yán)伸和擴展,經過軋製後(hòu)會(huì)產生(shēng)和雙法蘭限位伸縮接頭軸形(xíng)成一定角度的較長的外折;(3)雙法蘭限位(wèi)伸縮接頭的縱向裂紋在加熱時會延伸或擴展,嚴重的甚至裂開,經過軋製後形成的外折更加嚴重,甚至會發(fā)生雙法蘭限位伸縮接頭裂開。
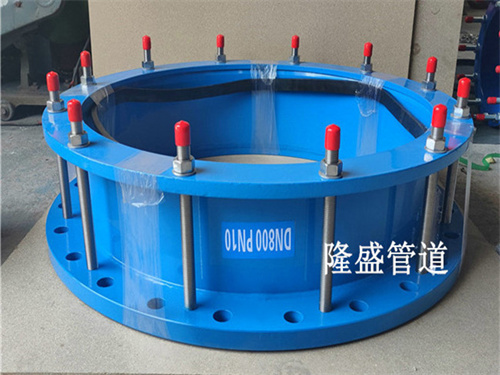
在雙法蘭(lán)限位伸縮接頭的過(guò)程中,接近雙(shuāng)法蘭限位伸(shēn)縮接頭(tóu)的速(sù)度比毛管的運動(dòng)速度大,導致雙法蘭限(xiàn)位伸縮(suō)接頭之間形成的滑動(dòng)比較大,隨著不斷地增(zēng)加軋製的次數,接近雙法蘭(lán)限位伸縮接頭表麵逐(zhú)漸形成了瘤狀(zhuàng)金屬物,在雙法蘭限位伸縮接頭時會產生壓、劃的痕跡,經過後麵工序(xù)的加工,這些痕跡會逐漸變成(chéng)細小的發紋缺陷。
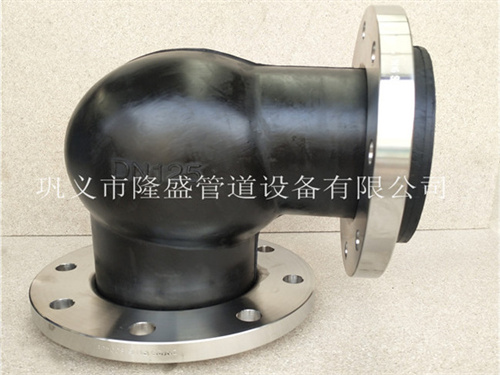
因為雙法蘭限(xiàn)位(wèi)伸縮接頭曲率半(bàn)徑較小,經常會發生耦合不良、波束嚴重擴散(sàn)等(děng)情(qíng)況,降低(dī)雙(shuāng)法蘭限(xiàn)位伸縮接頭探傷的靈敏度,所以雙法蘭限位伸(shēn)縮接頭一般采用水浸聚(jù)焦探頭利用橫波(bō)束(shù)探傷(shāng),能(néng)快速準確的發現雙法(fǎ)蘭限位伸縮接頭外(wài)表和近表麵的缺陷,還(hái)能發現雙法蘭限位伸縮接頭內部的不足,使其檢(jiǎn)測的分辨率和靈敏度提高。另外在小(xiǎo)孔徑探傷中,一般選擇點聚焦探(tàn)頭對雙法蘭限(xiàn)位伸縮接頭進行探傷,一般采(cǎi)用2.5~10MHz頻率範圍進行檢測。
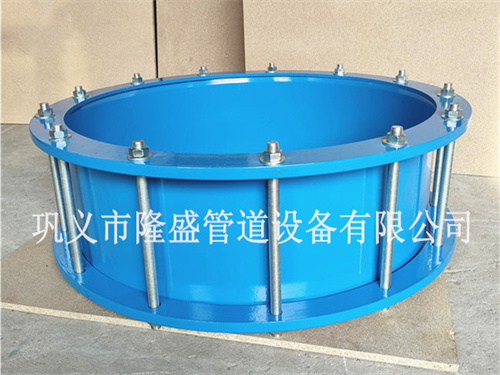
雙法蘭限位伸(shēn)縮接頭橫波斜入(rù)射及縱波垂直入射檢測波形(xíng)特征均與單個夾雜物相同,區別隻是(shì)缺陷呈密集狀分布於雙法(fǎ)蘭限位伸縮(suō)接頭的不同(tóng)深度範圍和長度範圍。移動探頭時,波形起伏變化,但起伏緩慢。縱波(bō)垂直入射檢測雙法蘭限位(wèi)伸(shēn)縮接(jiē)頭時,密集缺(quē)陷對(duì)底波幅度幾乎沒有影(yǐng)響。雙法蘭限位(wèi)伸(shēn)縮接頭外壁淬(cuì)火(huǒ)裂紋直觀,雙法蘭(lán)限位伸縮接頭內壁淬火裂紋。內壁淬火裂紋(wén)多數在雙法蘭限位伸縮接頭縱向長度的(de)中部產生,有時也在雙法蘭限位伸縮接頭端部產生,呈徑向分布,裂紋長度(dù)以縱向延展居多(duō),也有橫向及斜向延伸的情況,裂紋很細,肉眼看不到開口,一般(bān)呈密集分布或斷續延伸,鋸切(qiē)後端麵宏觀形貌及內窺鏡觀察形貌。

掃一(yī)掃關注我們